- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
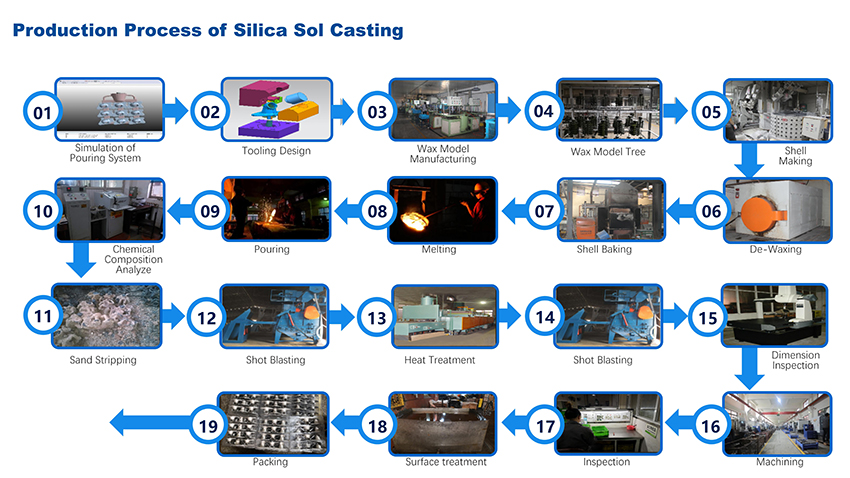
सिलिका सोल प्रिसिजन कास्टिंगचे ऑपरेशन चरण
च्या ऑपरेशन प्रक्रियासिलिका सोल अचूक कास्टिंगखालील प्रमाणे ओळख आहे:
1. उपकरणे आणि तापमान नियंत्रण साधने सामान्य कार्यात आहेत का ते तपासा.
2. डिवॅक्सिंग केटलमधून पुनर्प्राप्त केलेले जुने मेण द्रव फिल्टर टाकीमध्ये घाला आणि फिल्टर करा; नंतर स्टँडिंग बकेट 1 वर पाठवा आणि 90 डिग्री सेल्सियसपेक्षा कमी तापमानात 6-8 तास उभे राहू द्या.
3. उभे राहून आणि अवक्षेपित पाणी काढून टाकल्यानंतर, पाणी काढून टाकण्याच्या बादलीमध्ये मेणाचा द्रव घाला.
4. बादलीतील मेणाचा द्रव काढून टाका, ते 110-120 डिग्री सेल्सिअस तापमानात उबदार ठेवा आणि मेणाच्या द्रवाच्या पृष्ठभागावर फेस येईपर्यंत उरलेले पाणी बाष्पीभवन करण्यासाठी ढवळत रहा.
5. <60 जाळीच्या जाळीतून पाणी काढून टाकल्यानंतर मेणाचे द्रव फिल्टर करा, नंतर ते <90°C च्या स्थिर बॅरल II मध्ये ठेवा आणि 12 तासांपेक्षा जास्त उबदार ठेवा.
6. प्रत्येक पाणी काढण्याच्या बादली आणि उभ्या बादलीच्या तळाशी उरलेले पाणी आणि घाण नियमितपणे काढून टाकली पाहिजे.
7. स्टॅटिक बॅरल II मध्ये प्रक्रिया केलेले पुनर्नवीनीकरण केलेले मेण द्रव मुख्य उत्पादन ट्यूब (रनर) म्हणून वापरण्यासाठी मटेरियल ट्यूब वॅक्स प्रेसिंग मशीनच्या इन्सुलेशन बॅरलवर पाठवा.
8. जुन्या मेण सामग्रीच्या कामगिरीनुसार आणि मेणाच्या वापराच्या परिस्थितीनुसार, उच्च-गुणवत्तेच्या रेल्वे कास्टिंगसाठी वेळोवेळी स्टॅटिक बॅरल II मध्ये नवीन मेण जोडले जाते, साधारणतः 3%-5%.
सिलिका सोल प्रिसिजन कास्टिंगचा आकार फार मोठा नाही आणि अचूकतेची आवश्यकता फार जास्त नाही. तथापि, ॲल्युमिनियम फ्रेम टिन-बिस्मथ वापरताना साचा म्हणून वापरता येते आणि या साच्याचे वजन तुलनेने जड असते. मूलभूत कारण म्हणजे त्यात बिस्मथ आहे. .
सिलिका सोल प्रिसिजन कास्टिंग कॉम्प्लेक्स मोल्ड मॅन्युफॅक्चरिंग वेळ कमी आहे, उत्पादन खर्च काही प्रमाणात वाचतो. जटिल पातळ-भिंतींच्या कास्टिंगसाठी, उत्पादनाच्या आवरणाची श्वासोच्छ्वास प्रभावीपणे सुधारण्यासाठी, शक्य असेल तेथे व्हेंट्स सेट केले जाऊ शकतात.
सिलिका सोल कास्टिंग प्रक्रियावाजवीपणे ओतण्याची प्रणाली सेट करू शकते, जे प्रभावीपणे एका विशिष्ट मर्यादेपर्यंत ओतणारी हवा रोखू शकते, जी मोल्ड पोकळीतील हवेच्या स्त्रावसाठी अधिक अनुकूल आहे. ओतण्याच्या पॅकेजचा आकार कमी करण्यासाठी उत्पादन प्रक्रियेदरम्यान ओतण्याचे तापमान योग्यरित्या वाढवले जाऊ शकते. नोजल आणि ओतण्याचे कप दरम्यानचे अंतर.