
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
शेल मोल्ड कास्टिंगची प्रक्रिया
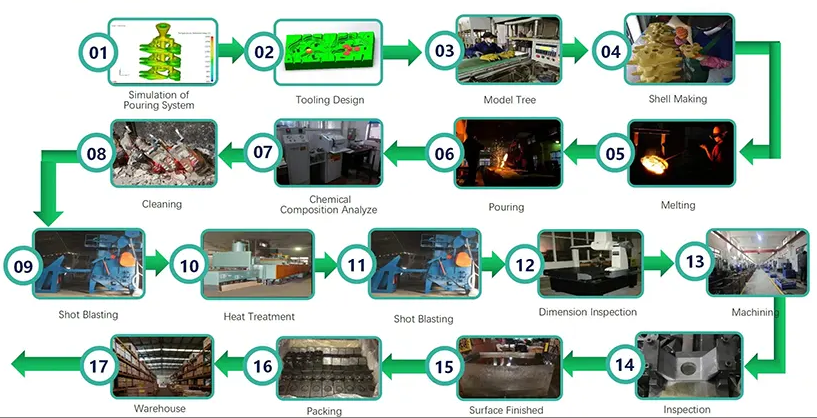
ची प्रक्रियाशेल मोल्ड कास्टिंगसाधारणपणे खालील चरणांचा समावेश होतो:
साचा तयार करणे: प्रथम, आवश्यक कास्टिंगसह सुसंगत आकारासह धातूचा साचा बनवा.
प्रीहीटिंग आणि ऑइलिंग: मोल्ड पोकळी 175°C~370°C पर्यंत गरम करा आणि त्यानंतरच्या डिमोल्डिंगसाठी वंगण लावा.
वाळूचा लेप आणि क्युरिंग: कास्टिंग बॉक्समध्ये प्रीहेटेड मोल्ड कॅव्हिटी ठेवा आणि वाळू-राळ मिश्रण घाला. हे मिश्रण मोल्ड पोकळीच्या पृष्ठभागावर अंशतः घट्ट होऊन पातळ कवच तयार करते. त्यानंतर, पातळ शेल पूर्णपणे घट्ट करण्यासाठी संपूर्ण उपकरण ओव्हनमध्ये ठेवले जाते.
डिमोल्डिंग आणि असेंब्ली: मोल्डच्या पोकळीतून घनरूप पातळ कवच काढून टाका आणि आवश्यकतेनुसार ते संपूर्ण मोल्डमध्ये एकत्र करा.
ओतणे आणि थंड करणे: वितळलेला धातू मोल्डमध्ये घाला आणि धातू थंड झाल्यावर आणि घट्ट झाल्यानंतर, कास्टिंग काढण्यासाठी मोल्ड उघडा.
साफसफाई आणि पोस्ट-प्रोसेसिंग: कास्टिंग साफ करा आणि आवश्यक पोस्ट-प्रोसेसिंग करा, जसे की गेट काढणे आणि पीसणे.
अर्ज फील्ड
शेल मोल्ड कास्टिंगउच्च सुस्पष्टता आणि कमी किमतीमुळे विविध यांत्रिक उत्पादन क्षेत्रात मोठ्या प्रमाणावर वापरले जाते. विशेषत: कास्टिंगसाठी ज्यांना उच्च सुस्पष्टता आणि जटिल आकारांची आवश्यकता असते, जसे की इंजिन ब्लॉक्स्, सिलेंडर हेड्स, गिअरबॉक्स पार्ट्स इ., शेल मोल्ड कास्टिंग उत्तम फायदे दर्शवते.


